












高功率光学镀膜的复杂情况

在如今的光学行业中,许多精密光学元件都使用镀膜,以改善针对特定波长或偏振状态的透射率或反射率。最常用的镀膜类型包括增透膜 (AR)、高反射膜(反射镜)、分光镜膜和滤光片膜。如需有关这些镀膜的详细信息,请查看光学镀膜简介.
随着技术与行业的发展,许多光学系统都开始依赖高功率 激光光源。虽然标准镀膜技术可以提供具有成本效益、能轻松复制的精确结果,但是标准镀膜的耐受力存在限制,尤其是在受到高强度照射时,更是如此。因此,通常需要使用专门的高功率光学镀膜。高功率光学镀膜可应用于多种光学元件,例如光学透镜, 反射镜, 窗口片, 光学滤光片, 偏振片, 分光镜和衍射光栅.
考虑高功率光学系统的构成时,请务必注意,普遍适用的能量阈值是不存在的。许多制造商采用经验法则对强度水平下限进行估计,但是激光损伤阈值 (LIDT) 在很大程度上取决于应用。因此,对于高功率光学系统来说,损坏正在使用的任何一种镀膜都是极有可能的.
如需了解高功率光学镀膜的复杂情况,请考虑其重要性、制造方法和测试程序。通过了解每项内容,可以挑选出适用于所执行应用的最佳optics 光学元件.
高功率光学镀膜的重要性
光学镀膜一般会限制高功率激光系统发挥其能力。例如,高功率光学镀膜最常见故障模式的原因,是镀膜内或在镀膜与基底或空气的接口处存在吸收区域。这些吸收区域通常以严重缺陷的形式出现,能够吸收激光 能量并产生热量,进而导致局部熔化或产生热应力因素。由这一机制所引发的故障通常是灾难性的。图 1a – 1d 展示了因流程控制不佳和存在镀膜缺陷而导致 LIDT 相对较低时产生镀膜故障的真实影像.
另一方面,非灾难性镀膜故障的示例是等离子体烧毁,这源自镀膜上 1 - 5μm 的未氧化金属结节。有趣的是,有些制造商会故意进行等离子体烧毁,以消除这些缺陷结节.
不论损伤属于哪种类型,镀膜故障都会为传输的波前带来无法挽回的不良影响。这会对系统性能产生显著影响,在更换受损的光学元件时也会付出昂贵代价。出于上述显而易见的原因,对于光学设计师而言,了解将与系统中的镀膜元件搭配使用的光源至关重要.
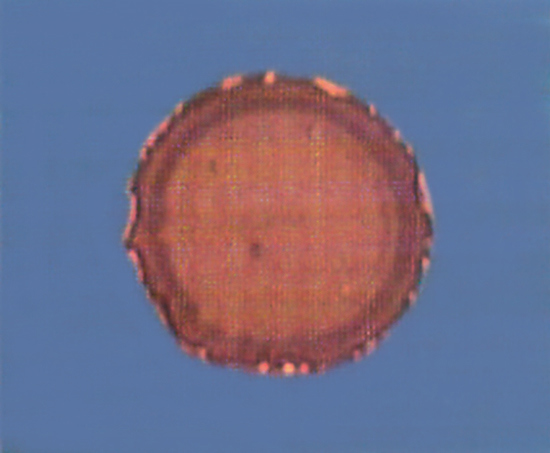
图 1a: 在使用 11.77 J/cm2
的20ns 脉冲(光源波长为 1064nm)时因流程控制不佳而产生的镀膜故障
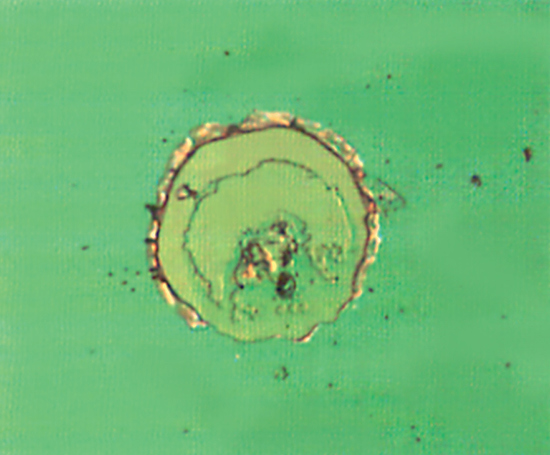
图 1b: 在使用12.92 J/cm2
的20ns 脉冲(光源波长为 1064nm)时因流程控制不佳而产生的镀膜故障
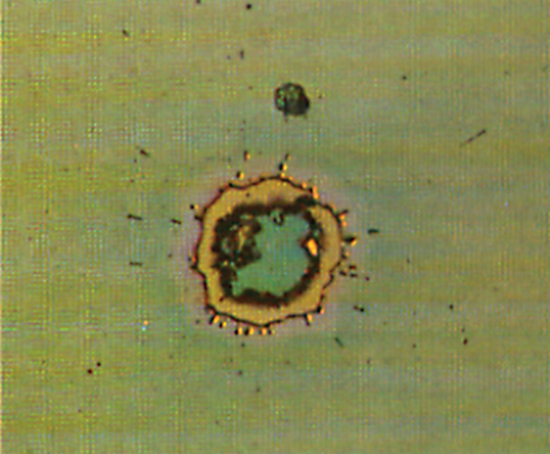
图 1c: 在使用14.3 J/cm2
的20ns 脉冲(光源波长为 1064nm)时因流程控制不佳而产生的镀膜故障
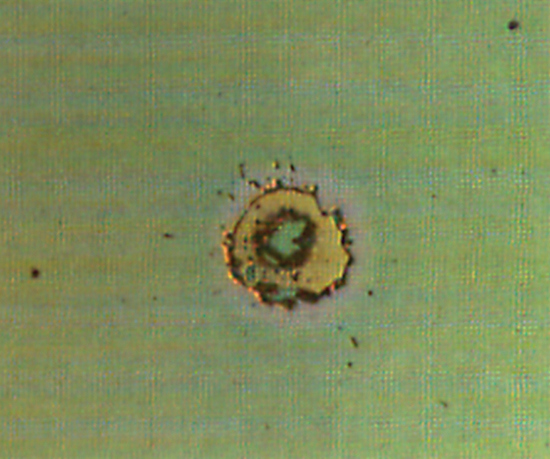
图 1d: 在使用 73.3 J/cm2
的光源时因镀膜缺陷而产生的镀膜故障

高功率光学镀膜的制造
基底准备
在抛光或清洁后的任何有机或颗粒残留物都可能吸收 激光 能量,因此会成为潜在的受损区域。因此,基底和镀膜的界面是实现高损伤阈值的关键区域。所以,制作高功率光学镀膜需要对生产的每个方面(从最初的基底制造到最终的封装)进行严格控制。在光学元件进入镀膜室之前,必须确保其表面质量及表面下质量和清洁度.
与高功率光学镀膜搭配使用的基底必须具有高质量。对于折射性或透射性光学元件 而言,这一点尤其重要,这些基底必须在相关波长区域展示出极低的内在吸收能力。如需最大限度增加透射,基底的表面质量缺陷必须尽可能少,这一点非常重要,因为这些缺陷在照射期间会成为潜在的受损区域。表面质量的指定依据是划痕与坑点值(划痕值以 .001mm 为单位,坑点值以 .01mm 为单位)。高功率激光光学元件通常要求表面的划痕坑点值低于 20-10 或 10-5.
此外,基底不得具有表面下缺陷。通过在清洁和镀膜前采用适当的加工、研磨和抛光方法,可以避免产生表面下缺陷。第一步是开始使用足够大的空白基底,以便能执行所需的所有基底消除操作。在加工时,镀膜技术人员会仔细选择适当的刀具进给、刀具速度以及冷却液流,以减少表面下应力和损伤。随后,以逐渐递减的步长完成研磨,以产生经过更严格控制的表面。最后,通过抛光消除大约 0.01 - 0.03mm 的缺陷,该方法用于消除由之前的步骤产生的表面下损伤.
清洁程度
洁净的镀膜室、适当的薄膜材料选择以及良好的流程参数控制也必不可少。在沉积之后,镀膜技术人员必须仔细控制污染,污染可能会导致形成产生故障的吸收区域。因此,在装配阶段也需要采用一丝不苟的清洁程序,通常会在严格的无尘室工作条件下进行这项清洁流程.
对有机或颗粒残留物的这种敏感性为镀膜技术人员带来了非常真实的挑战,凸显出全面清洁流程的重要性。若要在对要镀膜的光学元件进行清洁后最大限度降低再次污染的风险,无尘室必不可少。在最后的清洁流程中进行手动清洁时,多数制造商都会使用不含硅酮成分的无绒擦布 。此外,他们还使用纯度极高的溶剂(通常是甲醇、异丙醇、丙酮)。超声波清洁是另一种有用的工具,它在去除残留的抛光剂时比手动清洁更有效(也更不容易出错).
典型的多阶段手动流程包括使用氨溶液进行表面活性剂清洗和多项擦拭,然后采用牵引擦拭技术。该牵引擦拭阶段会产生很高的剪切力,从而消除材料表面上的任何残留污染物.
镀膜室本身刀具和壁面上的污染物也会为要镀膜的基底带来污染。例如,扩散泵效率低下时会发生回流,导致发生有机污染。同时,若镀膜室壁面上在沉积之前有过多材料没有清除,这些材料可能会开始剥落,松散的颗粒可能会转移到光学元件上。防止这种情况很简单,只需对壁面衬以箔片,并定期在材料开始堆积过多时进行更换即可.
材料选择
在诸如紫外 (UV) 或可见光/近红外 (VIS-NIR) 区域等特定电磁波谱波长范围内工作时,需要使用不同的材料。视应用是需要高功率连续照射还是需要高功率脉冲照射而定,也会使用不同的材料。例如,连续波(CW) 激光 会导致光学镀膜升温和熔化,而短脉冲激光可以产生高强度的电磁场
遗憾的是,镀膜设计师受限于高功率应用所适用的材料数量。例如,高反射性反射镜镀膜的制作方式是交替采用厚度为四分之一波长的高折射率或低折射率材料层。这种材料堆叠设计可以大幅改变镀膜的激光损伤阈值 (LIDT)。例如,只需添加厚度为一半波长的低折射率材料层就可以大幅提高 LIDT。选择适当的低折射率和高折射率材料时,介电金属氧化物凭借其低吸收能力获得镀膜技术人员的青睐。二氧化硅 (SiO2) 已获得普遍接受,是低折射率层的普遍选择,但是,选择高折射率层的材料并不简单:钛、钽、锆、铪、钪和铌的氧化物都是受欢迎的选择.
镀膜设计
采用多种方式的其中之一来操控镀膜层可以进一步提高 LIDT 值。可以在多层之间平均分布电场,从而避免在数量相对较少的层内出现电场的高度集中。图 2a – 2b 展示了在四分之一波长的反射性介质堆叠内标准化电场强度 (EFI) 的平方。EFI 峰值出现在层的界面,最高的 EFI 出现在最接近空气边界的层。不过,通过修改九层堆叠中最接近空气的四层厚度,可以降低这些 EFI 值。这样可以将高强度共振峰值位置从层的界面转移到薄膜敷层中。最高强度共振峰值可以位于损伤阈值最高的薄膜材料层中.
图 2a: 九层堆叠设计中各层 EFI 的比较
图 2b: 九层堆叠设计中各层 EFI 的比较,已优化层厚度以降低 EFI
镀膜方法
对于标准光学镀膜,镀膜技术人员可以采用三种沉积方法:热蒸镀、离子束技术,以及高级等离子体反应溅射 (APRS)。但是,并非所有方法都适用于高功率光学镀膜.
热蒸镀方法是如今行业中最常用的高功率光学镀膜生产方法,爱特蒙特光学(Edmund Optics®)也不例外。采用离子辅助沉积 (IAD) 进行强化后,热蒸镀方法(图 3)可生产更紧密且性质更接近疏松材料的镀膜。运用 IAD,还可以对层厚度进行更好的控制,如此能降低 EFI 值.
图 3: 采用离子辅助沉积 (IAD) 技术的蒸镀室
离子束技术现在已得到承认,并广泛用于薄膜镀膜的制造,它可以作为热蒸镀的强化方式 (IAD),也可以作为溅射技术(离子束溅射 (IBS))。IBS 是高级沉积技术,但是不存在决定性证据支持其产生的损伤阈值高于热蒸镀方式.
高级等离子体反应溅射 (APRS) 技术是最先进的流程,但是只用于规格非常严格的应用。例如, 非偏振平板分光镜 可使用 APRS,因为对 S 偏振光和 P 偏振光的容忍能力很低。APRS 也很少与传统的光学元件搭配使用,因为无法使用此方法对最适用于高功率应用的某些基底执行溅射。此外,蒸镀的工作能力通常大于 APRS,这意味着蒸镀在每次镀膜操作中可以固定更多的基底.
镀膜流程控制
许多参数在高功率光学镀膜的沉积中发挥重要作用,其中包括沉积速率、基底温度、氧分压(用于包括介电金属氧化物的设计)、厚度校准,材料熔化预处理和电子枪扫描。控制不佳的蒸镀流程会从光源产生溅射,导致颗粒凝结在基底表面上和沉积的镀膜中。这类凝结会产生潜在的损伤缺陷区域。遗憾的是,有些材料可用于高损伤阈值镀膜,但很难顺利沉积。生产结果是洁净的高损伤阈值镀膜,还是功率容量低得多的高散射镀膜,区别在于应用于电子枪扫描的设置.
沉积速率、基底温度与氧分压(用于介电氧化物)可确定生长膜的化学计量性质,这会大幅影响沉积薄膜中金属氧化物的化学性质。必须对这些参数进行优化和控制,以生产具有所需金属氧化物含量和结构的同质层.
在镀高功率增透 (AR) 膜时,沉积薄膜的厚度准确性是符合所需反射率的重要因素。高功率高反射性(反射镜)镀膜一般对小的厚度误差不太敏感,因为高折射率层和低折射率层的折射率比值提供了相对宽广的反射率范围。不过,深 UV (DUV) 反射镜镀膜是例外,因为该光谱范围中的材料限制会产生相对较窄的反射范围.
测试高功率光学镀膜
测试设备能提供多种测试,这些测试可以确定特定光学镀膜的质量(从表面粗糙度与光学密度到环境照射量)。为便于讨论,此处仅讨论对激光损伤耐受力进行测试的两种方法:损伤阈值测试和耐受力认证.
- 损伤阈值测试(又称直到出现故障的测试)- 光学镀膜的测试方式是使用 激光 照射表面,逐渐增大输出功率,直到观察到损伤为止。如需镀膜故障的一些实际影像,请参阅图 1a - 1d.
- 耐受力认证 - 根据预先确定的规格或规格组合对光学镀膜进行测试。可能的测试参数包括脉冲重复频率、脉冲持续时间、脉冲数量、辐照度和/或光束参数。光学镀膜只有在符合或优于客户或制造商制定的需求时,才视为通过检测.

镀膜故障因素
在测试高功率光学镀膜时,镀膜技术人员会对改变一些测试参数产生的影响进行仔细监控。因此,在尝试防止产生 激光 损伤时,这些参数对于光学设计师而言非常重要。许多参数会对光学镀膜的激光损伤阈值 (LIDT) 产生影响,以下特性展示了其中一些参数:
- 脉冲特性:
- 持续时间 - 各激光脉冲长度(通常为纳秒级)的衡量指标。对于非矩形脉冲,此衡量指标并不简单,其定义是在达到最高强度一半时的脉冲完整宽度 (FWHM)。在时序脉冲的持续时间上升时,LIDT 值会以指数形式降低.
- 形状 - 激光脉冲的时序形状(即矩形、三角形、高斯曲线形等)。研究已经指出不同形状将影响光学损伤。例如,矩形脉冲产生的镀膜损伤大约是以 FWHM 相同的高斯曲线光束照射时产生损伤的 80%.
- 光束特性:
- 工作模式 - 横向电磁 (TEM) 波模式。与单模激光相比,多模激光的 LIDT 值低得多.
- 波长 - 激光光源的波长。LIDT 值随着波长降低而降低.
- 强度分布 - 能量强度在光束宽度上的分布(对于多数测试激光而言,高斯曲线是典型,因为它在行业中最常用).
- 入射角 - 光束偏离表面法线的角度。入射角增大时,由于反射增大,因此 LIDT 值将增大.
- 光斑大小 - 光束在镀膜表面上的大小。此衡量指标所用的指定依据是光束在 1/e² 强度处的完整宽度,其中 e 是最大强度值。LIDT 值随着光斑大小的降低而降低.
光学设计师应特别注意光学镀膜以及预计光源照射的特性,这一点非常重要。虽然对于多数低功率的商业产品通常不会产生问题,但是光学元件、成像与光电行业中所用的高功率激光 可能会因吸收区域或等离子体烧毁而导致镀膜故障。光学设计师和制造商可以仔细选择适当的镀膜材料、保持镀膜环境清洁,并根据指定的能量阈值规格对光学元件进行测试,从而采取步骤避免此类故障.
References
- Berman, Joann, and David B. Valentine. "Fabrication and Testing of Laser Optics: An Overview." SPIE Proceedings Vol. 607: Optical Component Specifications for Laser-Based Systems and Other Modern Optical Systems, July 14, 1986, 46-55.
- Blackman, Greg. "The Key to Coatings." ElectroOptics.com. December/January 2009/2010. Accessed April 26, 2011. http://www.electrooptics.com/features/feature.php?feature_id=132.
- Carr, C. W., J. B. Trenholme, and M. L. Spaeth. "Effect of Temporal Pulse Shape on Optical Damage." Applied Physics Letters 90, no. 4 (January 25, 2007).
- Czajkowski, Amber. "Design and Development of Non-Polarizing Beam Splitters to Promote Efficient Manufacturing." Thesis, University of Arizona, 2009.
- Czajkowski, Amber. "Optical Coating Technology and Applications: Past and Present to Future." Photonik International, January 2010, 10-13.
- Guenther, K. H., T. W. Humphreys, J. Balmer, J. R. Bettis, E. Casparis, J. Ebert, M. Eichner, A. H. Guenther, E. Kiesel, R. Kuehnel, D. Milam, W. Ryseck, S. C. Seitel, A. F. Stewart, H. Weber, G. R. Wirtenson, and R. M. Wood. "1.06-um Laser Damage of Thin Film Optical Coatings: A Round-robin Experiment Involving Various Pulse Lengths and Beam Diameters."Selected Papers on Characterization of Optical Coatings MS63 (November 1, 1992): 405-14.
- Kozlowski, M. R., C. R. Wolfe, M. C. Staggs, and J. H. Campbell. "Large Area Laser Conditioning of Dielectric Thin Film Mirrors." SPIE Proceedings Vol. 1438: Laser-Induced Damage in Optical Materials: 1989, November 1, 1990, 376-92.
- Macmillan, Iain. "Creating High-Power Optical Coatings Is Complex." Laser Focus World. May 1, 2002. Accessed April 23, 2011. http://www.laserfocusworld.com/articles/print/volume-38/issue-5/features/optical-coatings/creating-high-power-optical-coatings-is-complex.html.
- Macmillan, Iain, and Martin Weinacht. "Creating Complex Coatings." Optik & Photonik 5, no. 2 (February 4, 2011): 50-52.
- Manenkov, Alexander A., and Vladimir S. Nechitailo. "Physics of Multishot Laser Damage to Optical Materials." SPIE Proceedings Vol. 1441: Laser-Induced Damage in Optical Materials, June 1, 1991, 392-405.
或查看各区域电话
报价工具
只需输入商品编号
Copyright 2023, 爱特蒙特光学(深圳)有限公司。— 广东省深圳市龙华工业东路利金城科技工业园3栋5楼 518109 - 粤ICP备2021068591号